在航空、航天、微电子、生命科学(组织工程)、精密模具制造等行业中,相当多的核心金属部件往往结构复杂,还有相当多的一部分核心金属部件对其组织性能和力学性能有特殊要求(如耐热性、导热性,高韧性等)。对那些结构复杂的零件常采用制作模具和传统压铸的方法来加工,在铸造生产中,模板、芯盒、压蜡型、压铸模的制造往往是用机加工来完成的,有时还需要钳工进行修理,不仅周期长、费用高,而且从模具设计到加工制造是一个多环节的复杂过程,稍有失误就会导致前功尽弃,全部返工,而且形状越复杂,模具的制造难度越大,即使采用数控加工中心等昂贵的设备,在加工技术与工艺方面仍有很多难题。对那些对组织性能和力学性能有特殊要求的零件,如果首先制作具有特殊性能的原材料,然后再通过传统的加工方法进行零件制作,整个过程中不可预知的东西则会更多,不仅会造成浪费,更主要会增加研发周期。因此,对结构复杂或有特殊性能要求零件的试制以及少批量生产,采用传统铸造或机加工方法,制造周期长、成本高、风险大,甚至无法制造。
采用激光粉末烧结技术与铸造技术相结合,通过零件的CAD造型,不需用模具就可以快速制造出零件的“蜡模”并快速制造出金属零件,不仅能解决上述问题,而且能实现铸造工艺过程的集成化、自动化、快速化。HK S系列激光粉末烧结快速成形系统的应用,将大大缩短新产品的研发周期,节约研发成本。流程图如下:

HK S500快速成形设备采用的是选择性激光(SLS)烧结原理,其成形机理不同于其它几种快速成形方法,从理论上来说,任何受热后能够粘结的粉末都可以用作SLS烧结的原材料。SLS无材料浪费现象,未烧结的粉末可重复使用。由于成形材料的多样化,使得SLS的应用范围非常广泛。

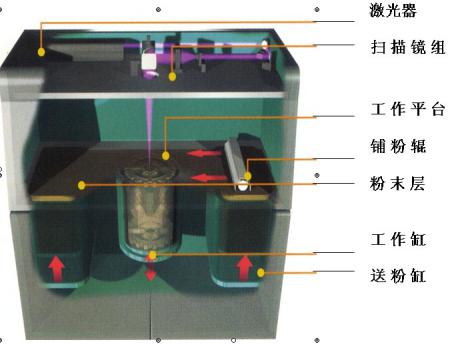
HK S系列激光粉末烧结快速成形系统主要是由激光器、振镜动态聚焦扫描系统、主机成形室、送粉机构、控制系统、加热单元、计算机及软件组成。
|
项目
|
名称
|
HK S500技术指标及规格参数
|
|
参数
|
成形空间
|
500mm×500mm×400mm
|
|
成型材料
|
PS粉、覆膜砂
|
|
制件精度
|
200mm±0.2mm或±0.1%(L>200mm)
|
|
分层厚度
|
0.08~0.3mm连续可调
|
|
硬件规格
|
激光器
|
射频CO2激光器;功率55W;功率控制连续可调;使用寿命30000小时以上
|
|
扫描系统
|
振镜动态聚焦;焦平光斑尺寸: ≤0.4mm;焦深:10mm;最大扫描速度:6m/s;扫描器重复定位精度≤0.02mm
|
|
光学系统
|
镀金反射镜,扩束镜
|
|
铺粉系统
|
三缸式铺粉系统,中间为成形工作缸,左右为送粉缸
|
|
工作缸
|
工作缸活塞采用四导柱导向;储料室容积:不小于110L
|
|
工控机
|
Intel双核E5300,500G硬盘,1G RAM,17”液晶显示器
|
|
软件工作平台
|
Windows XP
|
* 自动切片软件系统:控制软件能直接读取STL文件
* STL文件的可视化,具有旋转﹑平移﹑缩放等图形变换功能
* STL文件容错切片技术,不需另配纠错软件和人工纠错,分区变向扫描
* 新的STL文件压缩数据存储格式,使STL文件的大小压缩至原来的1/2-1/3
* 原型制作实时动态仿真
* 终身免费软件升级
|
